
气动打孔机卡住不动怎么办?
气动打孔机卡住不动,塑料袋打孔机在制袋机上工作时出现卡住不动是常见的一个故障,我们要根据打孔机的结构、工作原理对具体原因进行分析,针对解决。
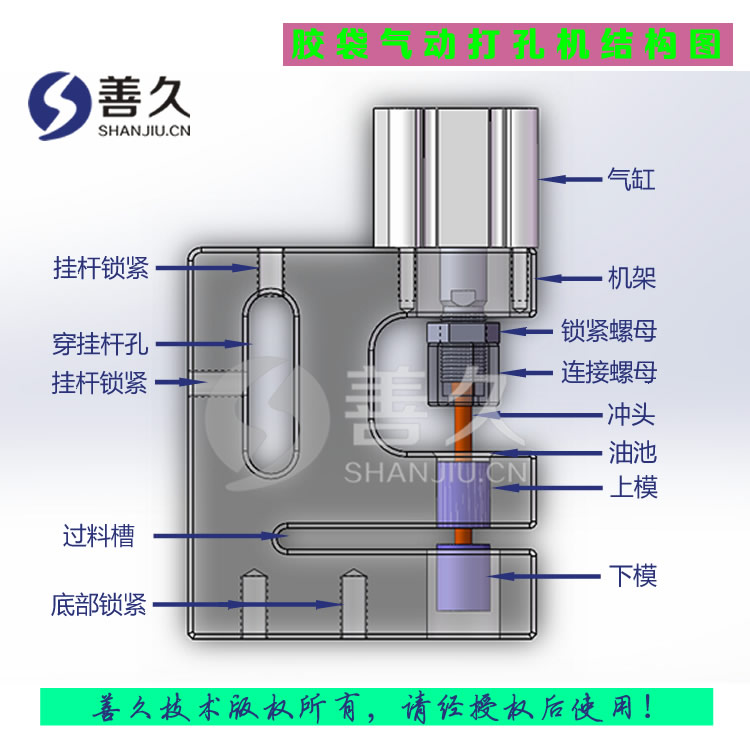
善久打孔机的工作原理是由气缸驱动冲头在上模孔(又叫导套、冲套)中运动冲入下模,依赖冲头与下模的零间隙配合对极薄材料进行剪切。为了冲切最薄的材料,冲头与下模之间基本没有间隙。冲头与上模之间的配合间隙越小导正越好冲头与下模冲切时刃口撞击变钝或磨损情况就越小。
一、冲头在上模(又叫导套、冲套)中运行卡顿:
冲头与上模的配合间隙一般为1~2微米不超过3微米,在高速冲切时摩擦发热极易发生金属粘附现象,即冲头的某一点与上模粘连在一起。表现出来就是拉伤、挂皮甚至崩塌。
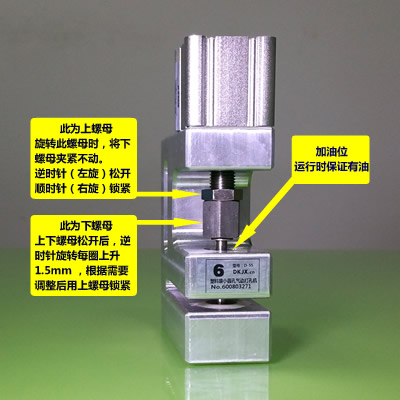
为了避免冲头与上模粘结在一起拉伤卡住,需要加润滑油到油池(冲头进入上模的上部分设计有一个凹入部分),保持油位2毫米以上。润滑油以浓度高的发动机机油或者导轨油最佳。
使用中润滑不够(包括不加油、缺油未及时补油、油品差、油变脏等)会造成冲子与冲套之间拉伤,偶尔也有与下模之间拉伤。轻微拉伤会造成卡顿并且大部分会进一步恶化成严重拉伤。严重拉伤之后发生咬死,造成卡住不动。
需要注意的是:缺油卡住最常出现在新机开机忘记加油,此时机器没有经过充分磨合间隙最小,缺油短则几分钟长则几天会导致拉伤。拉伤后不会自动修复的,应该及时返厂维修,不能补加机油试图正常使用。这样会导致拉伤扩大,无法再彻底修好。
二、冲头冲入下模中卡住:
另外一种卡住的情况,是冲头进入下模之后提不起来。这也分为两种情况:
1. 冲头与下模的间隙过紧:因为冲头与下模之间的配合追求零间隙,而制造总是存在误差的,所以存在部分偏紧的情况。这一般是可以通过提高冲孔的气压解决。
2. 冲头进入下模太深:使用中由于自然磨合或者气缸上面定位的螺母松动导致冲头进入下模太深,从而卡在下模里拉不出来。
根据以上原因分析,相应解决。拉伤的需要返厂更换配件维修,冲入太深的只需自己行调整深度。
- 上一篇:塑料袋小圆孔气动打孔机的用途 2016/6/1
- 下一篇:善久窗帘气动打孔机 2016/5/31
